SOLUTION FOR A COMPLETE AUTOMATIC WELDING CELL
Currently there are no notifications.

SOLUTION FOR A COMPLETE AUTOMATIC WELDING CELL
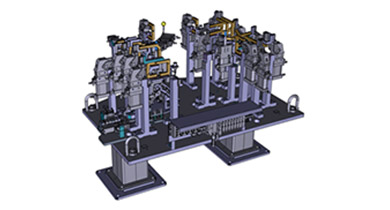
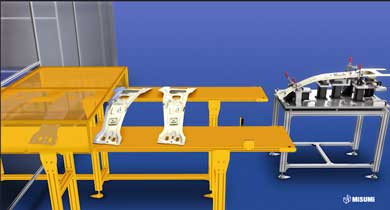
and the number of application areas is increasing every day. You can also configure and order from more than 17 million parts to save time and money when implementing your projects such as, for example, this automatic welding cell for body production in automotive construction.
The assembly of a component, here in this example a B-pillar component, consisting of a B-pillar plate and the associated flange plate is completed through several individual steps.
Step 1:

Starting with the feeding of individual parts, the B-pillar plate is fed into the process in a defined position through a buffer drawer. The exact position is secured using guide brackets (NAAMS) and contour blocks/NC blocks (NAAMS).
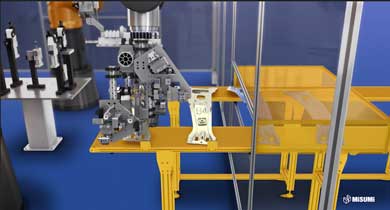
Step 2:

The B-pillar plate is handled and fed into the process using a gripper that absorbs the plate by means of pneumatic fasteners and ensures the correct positioning with positioning pins and contour blocks/NC blocks (NAAMS).
Step 3:

The flange plate is provided via a gravity roller conveyor and the associated centring unit. The flange plates that are fed to the roller conveyor and are simultaneously buffered are isolated before being transported away by the gripper to the next station.
Step 4:

The flange plate is absorbed by the gripper by means of vacuum suction cups and placed in the centring unit to adjust the position precisely.
Step 5:

The flange plate is positioned precisely in the centring unit with guide brackets (NAAMS) and contour blocks/NC blocks (NAAMS) before being absorbed again by the gripper and transported to the next production step.
Step 6:

The precisely positioned flange plate is removed from the centring station via pneumatic tensioners and positioning pins as well as contour blocks/NC blocks (NAAMS) which ensure the correct positioning when it continues to be fed into the process.
Step 7:

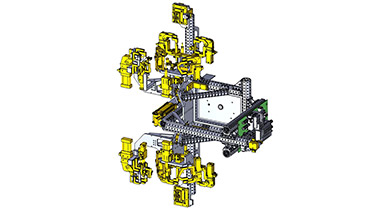
The gripper puts the flange plate first and then the B-pillar plate in the welding station in accordance with the assembly sequence.
Step 8:

The components are received by positioning pins, contour blocks/NC blocks (NAAMS) and pneumatic tensioners in the welding station in accordance with the assembly sequence. The precise positioning and stable fixing of individual parts to be connected facilitates compliance with the shape and position tolerances and prevents warping during the welding process.
Step 9:
The connected B-pillar component is absorbed by the gripper using pneumatic tensioners and transported to the belt conveyor.
Step 10:
The belt conveyor transports the B-pillar component from the welding cell for quality control to the last station of the welding cell, the measuring device.
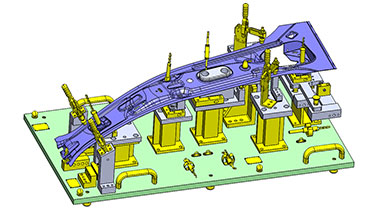
Step 11:

The B-pillar component is fixed in place using positioning pins, contour blocks/NC blocks (NAAMS) and mechanical manual fasteners. Distances, gap dimensions and hole diameters are checked with measuring pins and mandrels. After the check has been concluded, the quality of the component must be assessed classing the component as “okay” or “not okay”.
Part list:

77% of all components of the cell are products from the MISUMI online shop. The broad product range makes MISUMI a one-stop shop for numerous body-in-white applications in automotive engineering.
C-CON group has been looking ahead innovatively, courageously and on a global scale since 1991. We work with and for the automotive, aviation and aerospace industry, for their system partners and customers from the general mechanical engineering sector. We lead the way here, as we think ahead and outside the box. We are able to implement projects on a small scale or in their entirety and always act humanely, loyally and professionally.
Choose from over 20 million products in our shop